
स्टेp 1:
ग्राइंडिंग स्टोनचा संपूर्ण सेट नवीन माउंट कराग्राइंडिंग स्टोन
स्टेp 2:
थकलेला ब्लेड बाहेर काढा आणि नवीन माउंट कराब्लेड स्लिटिंग.
स्टेp 3:
ग्राइंडिंग स्टोन सेट परत स्थापित करा, दबाव आणण्यासाठी दबाव आणण्यासाठी दगड पीसण्यासाठी एअर सिलिंडरवरील हवाई पुरवठा डिस्कनेक्ट कराग्राइंडिंग स्टोन.
स्टेp 4:
दोन्ही बाजूंच्या चाकूच्या काठावर पीसलेल्या दगडास स्पर्श करण्यासाठी/चुंबन घेण्यास परवानगी देण्यासाठी हाताने दोन शाफ्ट एअर सिलिंडरवर ढकलले.
स्टेp 5:
याची खात्री करण्यासाठी रेंच वापराग्राइंडिंग स्टोनसेट आणि चाकू कडा (दोन्ही बाजू) किसिंग टच आहेत. दळणे आणि चाकू कडा दोन्ही दरम्यान संपर्क फ्रिकेशन तपासण्यासाठी हाताने दळण्याचा दगड फिरविणे अक्षरशः समान फ्रिकेशन आहे (एक दगड घट्ट नाही, एक दगड सैल.). नंतर स्क्रू आणि काजू घट्ट करा.
स्टेp 6:
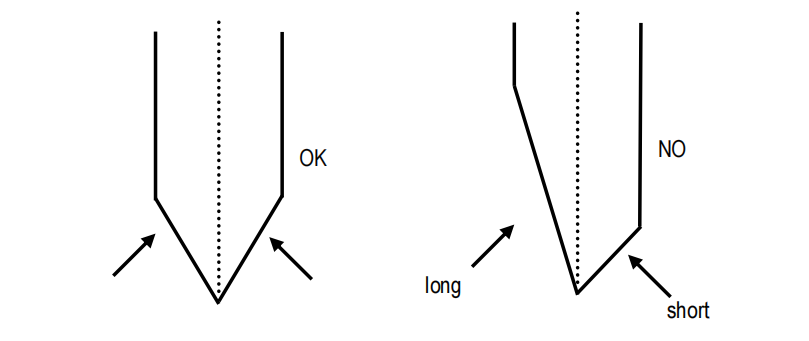
एअर सिलिंडरवर एअर पाईपला जोडा आणि 0.5 - 0.8 किलो ग्रॅम प्रेशर लावा आणि चाकूच्या काठावर संपर्क साधणारे ग्राइंडिंग स्टोन खालील रेखांकनानुसार दर्शविले गेले आहे का ते पुन्हा तपासा.
चाकूच्या काठाचे संपर्क क्षेत्र (नवीन ब्लेड) वर ½ ते ⅓ क्षेत्राच्या दरम्यान असेलग्राइंडिंग स्टोन.

स्टेp 7:
जर नवीन ब्लेडची धार ओलांडत असेल किंवा नसेल तरग्राइंडिंग स्टोन, कृपया चरण 4,5,6 नुसार पुन्हा पुन्हा करा आणि किंचित जड दबाव पुन्हा समायोजित करा.
स्टेp 8:
जर ब्लेड एज ग्राइंडिंग आकार स्केचसारखे बनले असेल तर
जर ब्लेड कडा वर दळणे जरी नसेल तर, बोर्ड स्वच्छ, धारदार आणि बर्स आणि नुकसान कडा देखील कारणीभूत ठरणार नाही.
स्टेp 9:
वापरण्यासाठी शिफारस केलेले हवेचा दाब 0.5 - 0.8 किलोच्या आत आहे. खूप दबावामुळे ब्लेड बाहेर वेगवान परिधान होईल.
Sटीईपी 10:
स्लिटर स्कोअरर संगणक प्रणालीवर, हे सहसा सामान्य ग्राइंडिंग मीटरवर 300 मीटर स्लिटिंगवर सेट केले जाते, नंतर पीसणेब्लेड6 सेकंदांसाठी. ऑपरेटरने स्लिटिंग लांबी समायोजित करावी आणि चिरस्थायी वेळ दळणे कागदाच्या गुणवत्तेवर अवलंबून असते.
कागदाच्या चांगल्या गुणवत्तेसाठी ब्लेड ग्राइंडिंग 500 मीटर स्लिटिंगवर सेट केले जाऊ शकते आणि नंतर 6 सेकंद पीसले जाऊ शकते. किंवा, दब्लेडपेपर ग्रेडच्या खराब गुणवत्तेसाठी पीसणे 200 मीटर स्लिटिंगवर सेट केले जाऊ शकते आणि नंतर 10 सेकंद पीसणे.
चरण 11:
जेव्हा नालीदार बोर्ड खूप मऊ असतात ज्याचा अर्थ जास्त ओलावामध्ये असतो, तेव्हा गोंद वाळलेला नाही, तेव्हा स्लिटिंग गुणवत्तेवर परिणाम होईल आणि ब्लेड वापराचे आयुष्य देखील लहान होईल.
ब्लेड ग्राइंडिंगसाठी ऑइल कूलिंग सिस्टमची शिफारस दर 30 मिनिटांनी 15 सेकंदांपर्यंत कूलिंगवर केली जाते.
ब्लेड थंड करण्यासाठी ब्लेडच्या काठावर तेल बुडविले जाऊ शकते तेव्हा कागदाची गुणवत्ता 100% रीसायकल पेपर आणि खराब गुणवत्तेच्या कागदावर असते तेव्हा दर दोन दिवसांनी तेल ब्रश/लोकर पॅड नेहमी स्वच्छ करा.
एकदा शीतलक तेल लागू केले नाही तर लोकर पॅड बदलाब्लेड.
150 ℃ तापमानाच्या प्रतिकारांसाठी शिफारस केलेले शीतलक तेल #30 किंवा #40 वंगण तेल आहे.

पोस्ट वेळ: मार्च -08-2023



